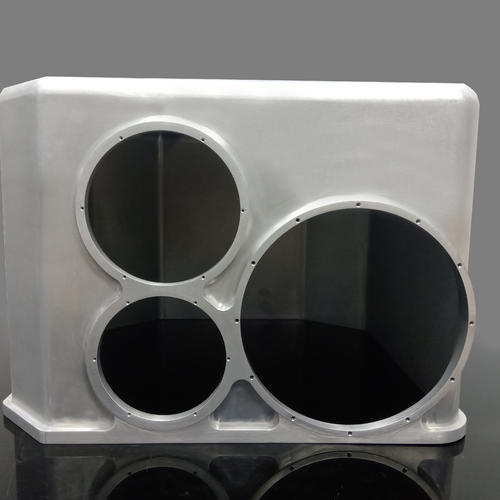
Tinheo skräddarsydda prototyptjänster för plåt erbjuder en snabb och kostnadseffektiv lösning för dina projekt. Tjänster inklusive bockning, stansning, skärning av standardmetall för både prototyper och lågvolymproduktion. Plåttillverkning producerar hållbara metalldelar för slutanvändning med ett brett urval av material och ytbehandlingar som uppfyller dina specifikationer, för en mängd olika branscher som: fordon, medicintekniska produkter, flyg, elektronik, energi och robotik.
Fördelar med plåttillverkning
1. Materialval
Aluminium + , koppar, rostfritt stål + , stål och zink
2. Efterbehandlingsalternativ
Pärlblästring, anodisering, plätering, pulverlackering och anpassade ytbehandlingar
3. Tjockleksalternativ
Olika mätare tillgängliga
4. Hållbarhet
Plåttillverkning producerar hållbara delar för prototypframställning eller slutanvändning
5. Skalbarhet
Låga installationskostnader innebär låga priser för stora volymer
6. Vändning
Delar levereras på bara 5-10 dagar
Vanliga plåttillämpningar
Vitvaror
Kroppspaneler
Fästen
Chassi
Dörrar
Kapslingar
Flygkroppar
Köksredskap
Kontors material

Vad är plåttillverkning?
Plåttillverkning är en uppsättning tillverkningsprocesser som används för att förvandla plåtmaterial till funktionella delar. Plåten är vanligtvis mellan 0,006 och 0,25 tum (0,015 och 0,635 centimeter) tjock.
Det finns flera processer som faller under paraplyet "plåttillverkning". Dessa inkluderar skärning, bockning och stansning, och kan användas antingen i tandem eller individuellt.
Plåttillverkning kan användas för att skapa antingen funktionella prototyper eller slutanvändningsdelar, men slutanvändning av plåtdelar kräver i allmänhet en efterbehandlingsprocess innan de är redo för marknaden.
Du kommer inte bara att dra nytta av vår exceptionella uppmärksamhet på detaljer, utan vi tillhandahåller också en komplett svit av efterbehandlingstjänster för att få din del till showroomkvalitet. Lär dig mer om vad vår vakuumgjutningstjänst kan göra för dig.

Hur fungerar plåttillverkning?
Eftersom tunna metallplåtar är mer formbara än ett tjockt arbetsstycke, kan de manipuleras med olika processer.
Dessa processer delas in i tre allmänna kategorier:
Materialborttagning
I vilken plåten skärs på olika sätt
Materialdeformation
I vilken plåten böjs eller formas
Materialmontering
I vilken plåten är sammanfogad med andra komponenter
Plåttillverkning Processer vi erbjuder
1. Borttagning av material
Plåttillverkning använder materialborttagningsprocesser för att ta bort, skära och punktera metallbeståndet.

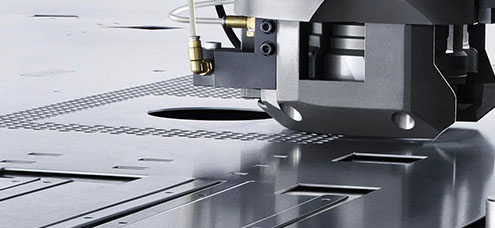
LASERSKÄRNING
Laserskärning använder en laser för att skära plåtdelen. En högeffektlaser riktas mot arket och intensifieras med en lins eller spegel till en koncentrerad plats. I den specifika tillämpningen av plåttillverkning varierar laserns brännvidd mellan 1,5 till 3 tum (38 till 76 millimeter), och laserpunktstorleken mäter cirka 0,001 tum (0,025 mm) i diameter.
Delnoggrannhet bättre än 0,002 tum (0,05 mm)
Spårbredder på 0,006 tum (0,15 mm) till 0,015 tum (0,38 mm)
Material mångsidighet
Laserskärning är mer exakt och energieffektiv än vissa andra skärprocesser, men kan inte skära igenom alla typer av plåt eller de allra högsta mätarna
VATTENSKÄRNING

Delnoggrannhet bättre än 0,002 tum (0,05 mm)
Spårbredder på 0,006 tum (0,15 mm) till 0,015 tum (0,38 mm)
Material mångsidighet
En vattenstråleskärare använder en högtrycksvattenstråle för att penetrera plåten. Om inte metallen är särskilt tunn, blandas vattnet med ett slipmedel för att skära igenom det fasta materialet.
Eftersom vattenstråleskärning inte avger värme som laser- eller plasmaskärning, är processen särskilt användbar för metaller som har låg smältpunkt och annars kan deformeras. Med vattenstrålskärning finns det ingen värmepåverkad zon (HAZ), och metaller kan skäras utan att ändra deras inneboende egenskaper.
PLASMASKÄRNING

Delnoggrannhet bättre än 0,008 tum (0,2 mm))
Hög skärhastighet, t.ex. 200 tum (5,08 meter) 16-gauge mjukt stål per minut
Material mångsidighet
Plasmasprutning använder en stråle av het plasma för att skära igenom plåten. Processen, som innebär att skapa en elektrisk kanal av överhettad joniserad gas, är snabb och har en relativt låg installationskostnad.
Tjock plåt (upp till 0,25 tum) är idealisk för plasmaskärningsprocessen, eftersom datorstyrda plasmaskärare är kraftfullare än laser- eller vattenstråleskärare. Faktum är att många plasmaskärmaskiner kan skära igenom arbetsstycken som är upp till 6 tum (150 mm) tjocka. Processen är dock mindre exakt än laserskärning eller vattenstråleskärning.
STANSNING
När plåten behöver punkteras med hål är en avsedd stansmaskin i allmänhet mer effektiv än ovanstående skärmetoder. Stansning involverar att lägga arket mellan en stans och en form; när stansen rör sig in i formen tvingar den fram ett hål i arket. Processen kan också användas för att bilda oregelbundna former, genom att göra flera små stansar i serie.
2. Materialdeformation
Plåt kan manipuleras på andra sätt än skärning. Till exempel kan den böjas till olika former med hjälp av speciella maskiner.
BÖJNING
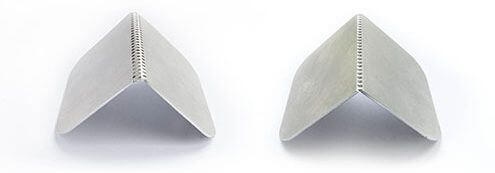
Plåtböjning används för att skapa V-formade, U-formade och kanalformade böjar med hjälp av en maskin som kallas broms. De flesta bromsar kan böja plåt till en vinkel på upp till 120 grader, men den maximala böjkraften är beroende av faktorer som metalltjocklek och draghållfasthet.
I allmänhet måste plåt initialt vara överböjd, eftersom den delvis fjädrar tillbaka mot sitt ursprungliga läge.
STÄMPNING

Stämpling är en annan deformationsprocess som används för att forma plåt till en önskad form. Processen använder en stämplingsform - antingen mekanisk eller hydraulisk - för att pressa plåten till sin nya form.
Stämpling används på kall plåt, men friktionen som orsakas av formen gör att metallen värms upp till höga temperaturer. Individuella stämplingsprocesser inkluderar, men är inte begränsade till.
Myntning, där ett mönster pressas på plåtdelen
Curling, där plåten deformeras till en rörform
Falsning, där plåt viks på sig själv för extra tjocklek
Strykning, där plåtdelen reduceras i tjocklek
SPINNING

Plåtspinning är en deformationsprocess — begreppsmässigt lik keramikspinning — som används för att skapa ihåliga delar med rundade detaljer.
Spinningsprocessen går ut på att manuellt eller mekaniskt rotera ett plåtämne på en svarv och pressa det mot ett verktyg, vilket skapar delens inre form. Spinning kan användas för att skapa former som halvklot, kottar och cylindrar.
3. Materialmontering
Plåtbitar som kapats eller böjts kan fogas samman till kompletta plåtdelar. Dessa delar kan också sammanfogas med komponenter som inte är gjorda av plåt.
HOPSÄTTNING

En produkt kan utformas så att flera plåtdelar kan sammanfogas med skarvar, skruvar eller andra vanliga metoder.
Detta kommer vanligtvis efter att delarna har genomgått alla nödvändiga efterbehandlingsprocesser.
SVETSNING
Plåtdelar behöver ibland sammanfogas med hjälp av svetsningsprocessen, som smälter samman komponenter med värme.
Plåtmaterial som aluminium och rostfritt stål har hög svetsbarhet.